温度控制:电源 380V,三相五线制,功率约 240KW,配控制电箱于烤炉进料端头部,配独立电箱。采用继电器控制电热系统加热输出,控温效果更稳定,性能更卓越,(可根据温度的误差大小自动调整输出功率的大小)使温度更加精准,温度室温至 170℃任意可调,功能有 PID 自整定、自动恒温、超温断电、漏电保护断路器、电机过载保护等功能,超温报警器及信号指示灯均为分别控制和显示, 采用双温控器控制,独有的超温设计,设有超温上限温控点,防止因主温控器失控而损坏其产品,使温度更加精准,内部温差±5 度。其它电器均采用施耐德或同等级品牌电器控制。机器顶部装有三色工作指示灯,可显示烤炉的工作情况和故障。
28米软瓷生产线设备,隧道式软瓷生产线,加热固化软瓷生产线参数
1、电源:电压 380V、三相五线制,总功率 240KW/台.
2、热源:电加热
3、温度:自动生产线加热段固化温度为室温+30℃至 170℃,升温及降温速率可单独设定。温度任意可调,并可在任意温度点自动恒温.
4、加热方式:电加热。管道热风经过电热系统内部循环加热。
5、外壳密封良好,外壳用冷板包裹,箱体外壁温升不超过+30℃,
6、整机运行平稳,符合行业标准,正常运行时噪声不超过 65 分贝.
7、设备内胆材质为 304#不锈钢板,包括内胆底层板、内胆、内胆导轨 40*40*2.0 厚方通表面经除油、酸洗、磷化处理后高温静电喷塑及装配用的螺丝螺母等烤箱内腔材料. 2.11.设备外观表面经除油、酸洗、磷化处理后高温静电喷塑,颜色为 RAL1013 标准色。(可根据客户提供的色板配色)窑尾外观设计为复兴号头式样。
8、外形尺寸:宽 1.65 米,高 2.5 米,长 35 米.内部烘烤空间尺寸宽 1435mm,可通过最高 150mm 的工件。








软瓷(柔性饰面砖)作为一种新型环保建筑装饰材料,其生产线围绕 “柔性、轻质、环保、高效” 的核心特性设计,具有以下显著特点:
1. 原料环保,资源化利用
2软瓷生产线,隧道式软瓷生产线,加热固化软瓷生产线的原料以无机矿物(如水泥、石膏、粉煤灰、尾矿砂)、植物纤维或有机 - 无机复合 binders(粘结剂)为主,可大量利用工业固废(如建筑垃圾再生骨料),实现 “变废为宝”,减少天然资源消耗。生产过程中无需使用高污染添加剂,从源头符合绿色建材标准。
2. 低能耗工艺,区别于传统陶瓷
与传统陶瓷依赖高温(1000℃以上)烧成不同,软瓷生产线采用常温或低温(≤200℃)固化工艺(如化学反应固化、物理干燥定型),无需高温窑炉,大幅降低能耗(能耗仅为传统陶瓷的 1/5-1/10),同时减少碳排放,符合节能降耗要求。
3. 产品轻质柔性,性能可控
生产线通过精准控制原料配比(如纤维与矿物的比例)、成型压力和固化条件,使产品兼具 “柔性” 与 “强度”:
柔性:产品可弯曲、折叠(弯曲半径通常≥5cm),能适应基层微变形(如墙体开裂),避免传统瓷砖的空鼓、脱落问题;
轻质:重量仅为传统瓷砖的 1/3-1/2(通常≤30kg/㎡),大幅降低建筑荷载,尤其适合旧建筑改造、轻质墙体装饰;
性能调控:通过调整固化时间和环境参数(温度、湿度),可优化产品耐候性(抗紫外线、抗冻融)、耐腐蚀性和透气性,适应不同气候区域(如高寒、高湿环境)。
4. 连续化自动化生产,效率高
生产线采用模块化设计,涵盖原料配比→搅拌混合→压制成型→表面纹理处理→干燥固化→切割分检等环节,实现全流程自动化:
自动化配料系统确保原料比例精确,保证产品一致性;
连续成型设备(如辊压成型、模压成型)可批量生产大幅面(如 1200×600mm)或定制尺寸产品;
干燥固化环节通过隧道式干燥房或连续传送带完成,缩短生产周期(单批次生产周期通常≤24 小时),适合规模化量产。
5. 产品多样性强,适配场景广
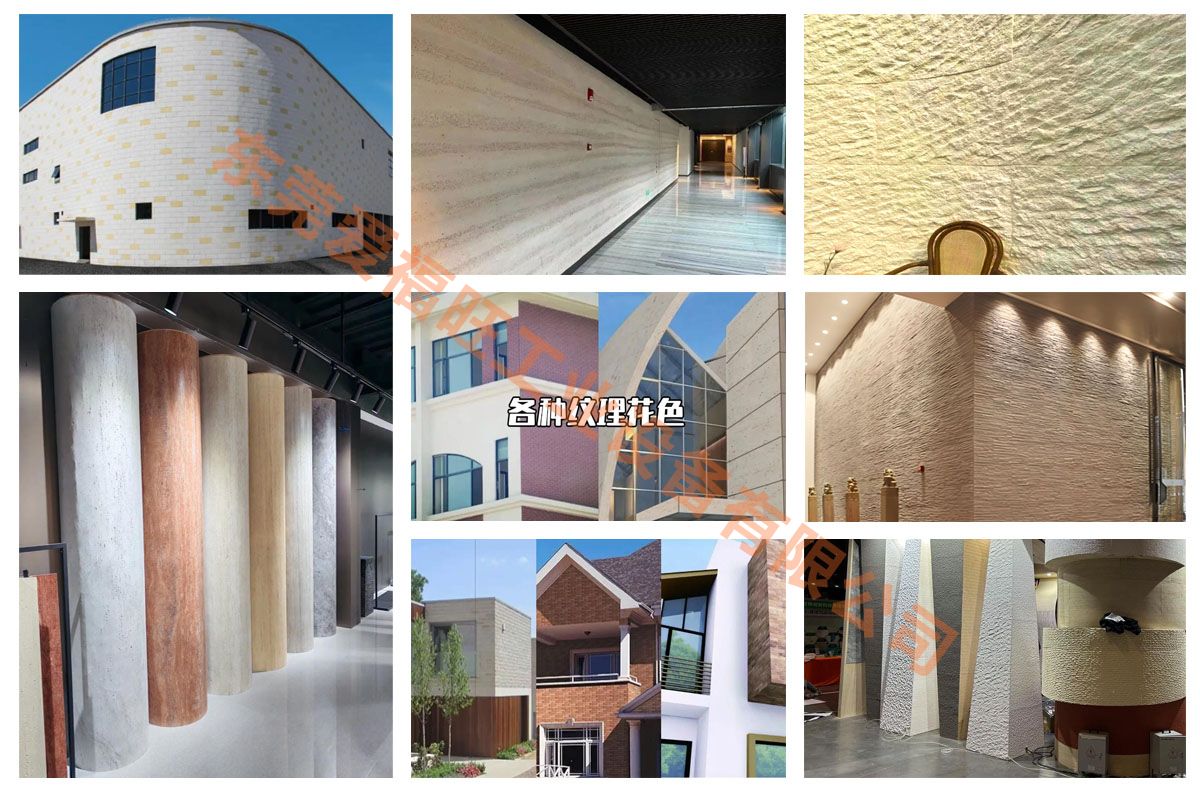
生产线可通过模具设计、表面处理技术(如喷墨印花、仿石 / 仿木纹理压制)生产多样化产品:
外观:模拟石材、木材、金属、传统瓷砖等纹理,颜色可定制(单色、渐变色、仿天然色泽);
形态:除平板状外,可生产弧形、异形件,或与保温层复合成 “软瓷保温一体板”,满足建筑外立面、室内墙面、旧墙翻新等多场景需求。
6. 施工友好,降低下游成本
生产线在产品设计上兼顾施工便利性:
产品薄(通常 3-8mm)、轻,便于运输和搬运,降低施工强度;
可直接用专用粘结剂粘贴(无需像石材那样干挂),施工效率提升 30% 以上,且适合曲面、异形基层施工。
综上,软瓷生产线以 “环保、低耗、高效、柔性化” 为核心,既满足现代建筑对装饰性的需求,又契合绿色建材和轻量化建筑的发展趋势,在旧改、文旅、市政等领域应用广泛。


 复制产品链接
复制产品链接
 长按图片保存/分享
长按图片保存/分享
 精品案列
精品案列

顶 电池回收处理某集团企业采购爱福旺废旧蓝本电池加热处理专用高温隧道式生产线
电池回收处理某集团企业主要业务:退役电池自动拆解线、电池回收处理装备整厂解决方案、精密自动组装设备、智能工厂

顶 出口日本京都的1500度高温隧道炉-高废弃太阳能玻璃、生活用废玻璃隧道窑加热
出口废弃太阳能玻璃、生活用废玻璃隧道窑加热项目落地日本京都,项目总值1200万元通过硅碳棒加热方式,隧道炉“1500℃”内部以耐火砖和硅酸铝岩棉作为保温材料,网

顶 某电力企业采购氢能源电池双极片蒸汽加热多层遂道炉

顶 爱福旺研发的不锈钢国内首家芯片载板滚涂加热设备隧道炉由重庆客户订制
东莞爱福旺工业设备有限公司是国内首家研发生产芯片载板滚涂加热隧道炉设备企业。本项目落地重庆,项目总值1200万元 滚轮涂佈后加热,悬挂式、侧夹式检票口

顶 管材集团企业和爱福旺长期合作550°C大型高温烤房项目
管材集团企业(大型高温烤房)项目落地湖北,项目总值250万元 本隧道炉兼容:PEXA卷管、PEXA直管烘烤,烘烤24h,烘烤温度:550°C±5°C,加热方式

顶 爱福旺为石金精密石墨制品企业研发专用单晶硅专用850度高温隧道炉生产线
石金精密石墨制品石墨材料及相关的精密石墨制品,太阳能电池工艺设备(PECVD)用石墨舟及板框、多晶硅铸锭炉热场、C/C复合材料和保温隔热用石墨毡等产品项目落地深

顶 汽车零部件企业与爱福旺订购汽车电子零部件专用550°C高温回火箱
汽车零部件企业是一家科技、平台型汽车零部件企业,主要致力于汽车动力底盘系统、饰件系统、智能驾驶系统等领域的研发与制造。项目落地于宁波,项目总值380

顶 湖南某集团定购爱福旺900℃度高温烧结炉项目总值950万元
湖南某集团是一家湖南省属大型国有骨干企业,主要致力于能源基础设施项目、省重点工程项目的投资建设。项目落地于湖南,项目总值950万元高温烧结炉,产品温度:5
热销产品

 东莞爱福旺工业设备有限公司【广东总公司】
东莞爱福旺工业设备有限公司【广东总公司】
 24小时服务热线:139-0264-6285(彭经理)
24小时服务热线:139-0264-6285(彭经理)
 邮箱:oven1@vip.163.com
邮箱:oven1@vip.163.com
 地址:东莞市桥头镇大洲工业区大西一路三街20号
地址:东莞市桥头镇大洲工业区大西一路三街20号




 ..
..
爱福旺【湖南分公司】
电话:188-2426-7776(赵经理)
电话:139-0264-6285(彭先生)
邮箱:sm@oven1.com
地址:长沙经济技术开发区人民东路二段169号先
进储能节能创意示范产业园20栋
爱福旺【苏州分公司】
电话:189-2686-4758(方先生)
邮箱:oven1@vip.163.com
地址:江苏省昆山市定山湖镇双河路4号
爱福旺【印尼分公司】
电话:+8613902646285 ( Mr. Peng)
邮箱:oven1@vip.163.com
地址:JL.raya dampyak rt001/003 desa/kelurahan dampyak kec.kramat.kab.tegal provisin.jawa tengah
网站版权归东莞爱福旺工业设备有限公司所有 ICP网站备案编号:粤ICP备2025453800号-1 网站地图 百度统计 隐私政策 法律声明
 Deutsch
Deutsch
 Русский язык
Русский язык
 Français
Français
 Pilipino
Pilipino
 한국어
한국어
 Nederlands
Nederlands
 ဗာရမ်
ဗာရမ်
 日本語
日本語
 Italiano
Italiano
 IndonesiaName
IndonesiaName
 English
English
 Tiếng Việt
Tiếng Việt